| ПЕЧЬ ОБЖИГА |
| НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ |
| Автоматизированная система управления предназначена, для ведения процесса обжига "зелёных" анодов в печах обжига №1 и 2 алюминиевого завода ОАО "ОКСА".
|
 |
Целью создания АСУ ТП является:
- - замена существующей системы автоматизации фирмы Setram;
- - повышение функциональных возможностей, надёжности системы;
- - улучшение качества обожжённых анодов;
- - создание локальной сети управления печью и всех объектов передела "Обжиг".
|
| Объект автоматизации |
| Технологический объект автоматизации - система "огня" на 72-х камерной обжиговой печи открытого типа с двухрядным расположением камер. |
| "Огонь" - это группа из 24-х камер, объединённых одним технологическим циклом, с распределенными для них операциями технологического режима и регламентных работ. Камера секционирована на 7 кассет для загрузки 18-ти анодов каждая, с согревающими полыми смежными и наружными простенками по всей глубине кассет ( всего 8 простенков ). Простенки камер данного "огня" сообщаются между собой. Всего на печи может одновременно ( в зависимости от планового задания ) работать до 4-х "огней". |
| Процесс обжига представляет собой повышение температуры анодов по заданному температурному графику для удаления летучих веществ и выдержку при высокой температуре для коксования связующего вещества. |
| Тепло получают сжиганием жидкого топлива - мазута ( основное ) или дизельного топлива ( растопочное и промывочное ). Для этого служат переносные мостики с горелками. Отсос продуктов сгорания из простенков осуществляется через управляемые заслонки сначала в отсасывающую трубу ( элефант ), установленную в начале зоны нагрева, а затем в общий для всей печи газоход к дымососу газоочистки. |
| Система управления |
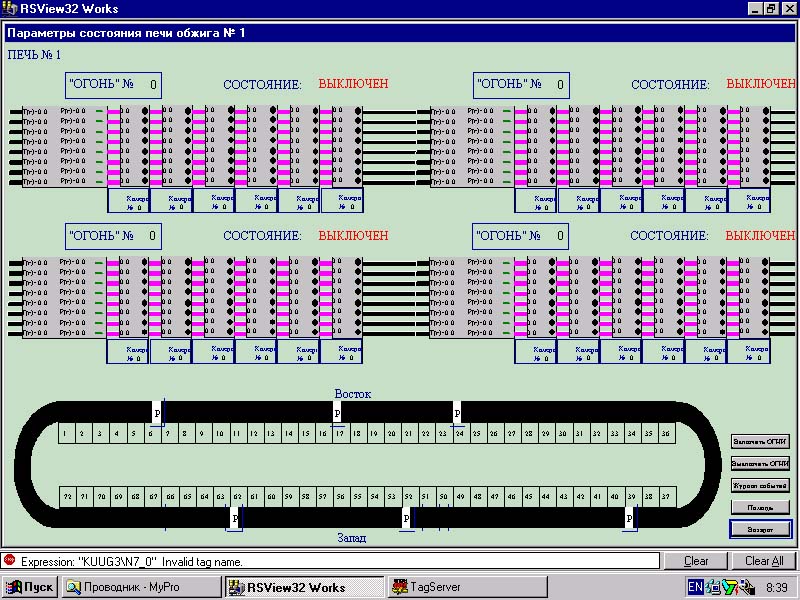
| Автоматизированная система управления печью реализована как двухуровневая система. На первом (нижнем) уровне системы реализованы функции автоматического контроля и управления отдельными агрегатами с помощью программируемых контроллеров по заданным алгоритмам и ручного управления агрегатами с местных пультов управления. На втором (верхнем) уровне реализованы функции сбора, обработки, управления, отображения, протоколирования и хранения информации о ходе технологического процесса на основных агрегатах технологического комплекса и произведенной продукции и функции аварийно-предупредительной сигнализации об отклонениях в технологическом процессе (на рис.1 представлен вид главного экрана системы). |
| Связь между уровнями осуществляется посредством локальной вычислительной сети DH+, фирмы Rockwell Automation, в случае отказа сети обеспечивается автономная работа первого уровня. |
| Структура АСУ ТП обеспечивает реализацию в реальном масштабе времени как управляющих, так и информационных функций системы. |
| Система реализована на базе программируемых контроллеров Allen-Bradley SLC 500 фирмы Rockwell Automation и IBM-совместимых персональных компьютерах, допускает возможность функционального расширения с учетом перспектив развития и адаптации к изменяющимся технологическим условиям. |
| При разработке программного обеспечения использованы программные продукты фирмы Rockwell Software - RSEmul, RSLinx, RSLogi, RSView, PanelBuilder. |
| Функционирование ПО второго уровня осуществляется в среде операционной системы Windows NT фирмы Microsoft. |
Количественные характеристики системы:
- число дискретных входов/выходов - 408/376;
- число аналоговых входов/выходов - 328/64;
- количество контуров регулирования - 724.
|